





Filcor Recycling
Filcor is 100% recyclable. As a single polymer, Filcor is straightforward to recycle and is recyled into items such as replacement hardwood decking or garden furniture and coat hangers
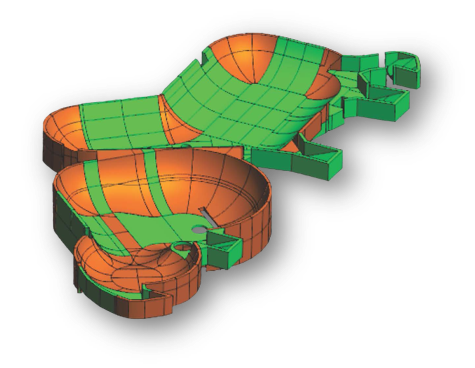
Bespoke Formwork
When constructing unique features, finishes or shapes from in-situ cast reinforced concrete, there is often the requirement to use a bespoke formwork solution to achieve the reality of the designers vision.
Each bespoke former is designed to meet the specific requirements of the project including the size, shape, finish and number of re-uses. Using this information, our designers will select the most appropriate material for each former and create a 3D CAD model for approval, which when accepted will allow CNC machining of the finished formwork solution.
Features
Features:
- Manufactured to meet project specific requirements
- Available in a wide range of materials
- CNC machined for consistent, tolerance-controlled surfaces
- Re-usable where columns of the same size, shape and profile are required
- Basic, Ordinary, Plain & Special Finishes achievable*
*Please refer to National Structural Concrete Specification (NSCS) Edition 4 guidance available below.
Applications
Used for the construction of cast in-situ reinforced concrete features and structures with either complex or non-standard geometries, profiles and sizes.
Design
When developing a bespoke former design, the following factors should be considered in addition to reviewing any CAD drawings, 3D models, specifications etc that are available:
- Dimensions, geometry and features
- Required concrete finish (Basic, Ordinary, Plain or Special)
- Proposed number of uses – single or multiple
- Loadings – specifically relating to the proposed concrete pour depths
- External structural support method
- Delivery method, unloading requirements and access restrictions
- Positioning, installation and sequence of construction
- Striking, removal and re-use or disposal
Once the project requirements have been confirmed, a conceptual design can be completed along with provision of a quotation confirming proposed material type, features, quantities, manufacturing lead time and costs.
Materials & Finishes

Typically, Cordek bespoke formers are manufactured from one of the following material types:
- Filcor Expanded Polystyrene (EPS)
- Filcor EPS with a Correx skin
- Filcor EPS with ABS skin
- Filcor EPS with Sheet Fibreglass skin
- Filcor EPS with a spray applied Polyurea skin
- Glass Reinforced Plastic (GRP)
One of the factors determining the most appropriate material used to manufacture a bespoke former is the required concrete finish. Further information in relation to the classification of concrete finishes can be found within the National Structural Concrete Specification (NSCS) Edition 4 guidance, a copy of which can be downloaded from the Certification, Guidance and Approval section below.
Manufacture

Once approved, the agreed 3D CAD Model will be converted in to CAM data allowing accurate manufacture of the formwork via CNC hot wire cutting and / or 5-axis routing dependant on factors such as material type, complexity of shape / profile and required tolerances.
In some instances, due to the required dimensions of the former, it may comprise of a number of individual units that require assembly on site, for which guidance will be provided.
Environmental facts about Filcor EPS

The manufacture of Filcor is a low pollution process. Steam is he key component and the water is re-used many times. There is no waste in the process as all cut offs or rejects are recycled.

Filcor is 98% air. This makes Filcor a uniquely resource-efficient material with small carbon footprint.

Filcor is HFC, CFC and HCFC free and Pentane is used as its blowing agent. Pentane has a low Global Warming Potential* (GWP) of less than five. (The EU does not register pentane as a substance hazardous to human health or environment.)

Styrene, used in the manufacture of Filcor, occurs naturally in many commonplace items including strawberries, beans, nuts, beer, wine, coffee beans and cinnamon
* Global warming potential (GWP) is a means of measuring the strength of different 'greenhouse' gases in the atmosphere and can be used to define the impact greenhouse gases have on global warming over specified periods of time. As an example CO has
a GWP of 1 over 100 years. All other greenhouse gases HFC, CFC HCFC and methane are measured relative to CO2.
.jpg?v=1669292955)
.jpg?v=1669292965)
.jpg?v=1669292996)
User Notice
To view our technical documents, we recommend using alternative internet browsers to Chrome (such as Microsoft Edge, Internet Explorer, or Firefox) whilst Google rectify their Chrome browser and PDF document compatibility issue. We apologise for any inconvenience caused.
Downloads
 Data Sheets
Data Sheets
| Product | Issue Date | Version | Size | Download |
|---|---|---|---|---|
| Filcor Data Sheet | 09/2025 | 13 | 1.2 MB |  |
 Standard Details
Standard Details
| Product | Issue Date | Version | Size | Download |
|---|
 MSDS Data Sheets
MSDS Data Sheets
| Product | Issue Date | Version | Size | Download |
|---|---|---|---|---|
| Expanded Polystyrene MSDS | 07/2025 | 7 | 72.4 KB | |
 Certification, Approval & Guidance
Certification, Approval & Guidance
| Product | Issue Date | Version | Size | Download |
|---|---|---|---|---|
| National Structural Concrete Specification (NSCS) Edition 4 | 1.2 MB | |
 Brochures
Brochures
| Product | Issue Date | Version | Size | Download |
|---|---|---|---|---|
| Construction Solutions | 01/2020 | 2 | 6.6 MB | |
 NBS Clauses
NBS Clauses
Our NBS Clauses are hosted on the external website - view NBS Clauses
BIM Library
Please select the BIM file in the format you require.
| Name | IFC Size | IFC Download | Revit Size | Revit Download |
|---|---|---|---|---|
| Sorry, no matching files | ||||
